�ܶ��ˌ�(du��)�Ͳ�ɢ�����ij����^(gu��)�̸е��ܺ��棬�ܺ��澿�������ӵļӹ������ɞ��@��(g��)���ӣ��ܾ���(x��)�����쁆�w�͞������!
����
�X���T���g(sh��)���������X�D�����g(sh��)֮�⣬����߀��(j��ng)���Á�(l��i)����ɢ���^(gu��)���е�
�X���T���X�V�ۻ���Һ�w����䵽����ģ���У�ʹ�É��T�C(j��)ֱ�Ӊ��T���͵�ɢ��Ƭ��ʹ�É����������Ƴɸ��N��Ƭ���w�Πɢ��Ƭ�ɸ���(j��)��Ҫ������(f��)�s���Π߀���c�L(f��ng)�Ⱥ͚���������������Ч����ɢ��Ƭ�����ҿ����Ƴɱ������ܵij�Ƭ����������s��e����?y��n)鹤ˇ�?ji��n)�ζ��ұ��V��ʹ�á����õĉ��T�X�Ͻ��ADC12�����ډ��T�������ܺã��m���ڱ��T��������(d��o)��ϵ��(sh��)��s96W/mK�����F(xi��n)�ڇ�(gu��)�a(ch��n)AA1070�X�Ͻ�������鉺�T���ϣ���(d��o)��ϵ��(sh��)���_(d��)200W/mK���ң�ɢ��á�
�������ǣ���(du��)��AA1070�X���Tɢ�������ԣ���һЩ�����͟o(w��)���˷����е�ȱ�ݣ�
������1�����T�������y�r���^(gu��)������������(hu��)���͂���Ч����
������2����(n��i)�տs�ߕr(sh��)����(d��o)���ʽ��ͣ�K <200W/m��K����
������3��ù���������g�������s�̡�
������4�������Բ���m���ڱ��T����
������5�����|(zh��)��ܛ����׃��
�����S��CPU�l�ʵIJ�����ߣ������_(d��)�����õ�ɢ��Ч����ʹ�É��T��ˇ���a(ch��n)�Xɢ�����w�e�������ӣ���(du��)ɢ�����İ��b����(l��i)�˺ܶ���(w��n)�}�����@��(g��)��ˇ���a(ch��n)��ɢ��Ƭ��Ч��s��e���ޣ������_(d��)�����õ�ɢ��Ч����(sh��)�ؕ�(hu��)�����L(f��ng)�C(j��)�L(f��ng)���������L(f��ng)�C(j��)������(hu��)�a(ch��n)�������������
����
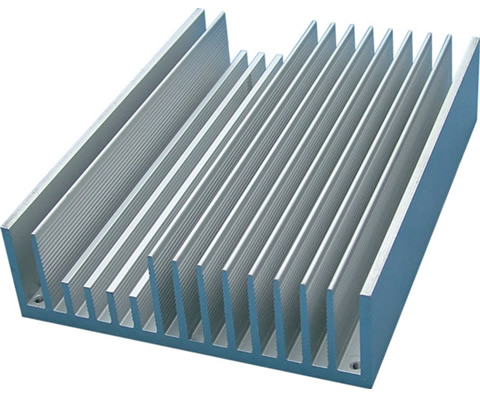
�X�D�����g(sh��)�����X�D�����g(sh��)��(ji��n)�ε��f(shu��)���X�V�ӟᵽ�s520-540�棬�ڸ߉���ʹ�X��ͨ�^(gu��)���c�D��ģ�ߣ�ʹɢ����������̥��Ȼ��ɢ�����ϵ���̥�и�и�ۺ�����̎�����҂����˹�ͬ��ɢ�������X�D�����g(sh��)������(sh��)�F(xi��n)���O(sh��)��ɱ�����(du��)�^�ͣ����������ڵĵͶ��Ј�(ch��ng)Ҳ���V����(y��ng)�á����õ�AA6063�X�D�����ϣ��������õČ�(d��o)���ԣ��s160-180W/m��K���ͼӹ��ԡ�Ȼ�����������������ϵľ����ԣ���Ƭ�ĺ�Ⱥ��L(zh��ng)�ȵı������ܳ��^(gu��)1:18����������Ŀ��g��(n��i)�y�������s��e������Xɢ��Ƭ����sЧ���Dz�ţ��y�Ը�(j��ng)��(zh��ng)�����ϝq�ĸ��lCPU��
����
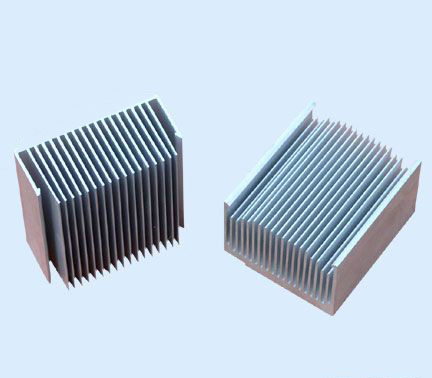
�ɓ����Ƴ��������Թ�ˇ�ɵ�һ�~���X�壬���͙C(j��)��һ�wʽɢ��Ƭ��Ȼ��ʹ�ô���ģ���̶��ڵװ��ϣ�Ȼ��ʹ�ø��l���ٺ��әC(j��)�������ӹ�����������һ�������B�m(x��)ճ�ϵĹ�ˇ���m�Ϻ�ȱ�ɢ��Ƭ��ɢ��Ƭ���w�Π�����ڌ�(d��o)����B�m(x��)�ԣ�ɢ��Ƭ��ȃH��0.1mm���ɴ�Ͳ��ϵ�Ҫ���ڟ�������������������e�����ˌ�(sh��)�F(xi��n)�������a(ch��n)�������ڽ����迹�ӿڕr(sh��)�˷������Ɍ�̎������ͬ�r(sh��)�M(j��n)�ϣ��Ԅ�(d��ng)��һֱ���^(gu��)�̣�����(li��n)�ϲɵV���l���ӣ������ںϷ�ֹ�����迹�����ߏ�(qi��ng)�ȣ������g��ɢ��Ƭ������ԓ�������B�m(x��)�ģ��������������a(ch��n)�����������������@�����ͣ�������ܣ�������߂���Ч�ʡ�
����
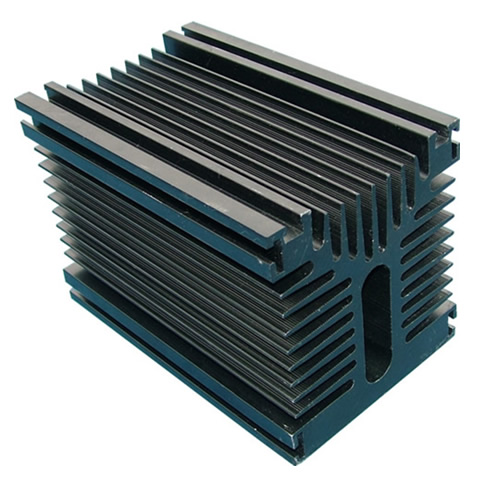
����Ƴ�������칤ˇ���nj��X�K�ӟ���X�K�ӟ��������c(di��n)�����ø߉���Mģ�߃�(n��i)���γɵģ����ă�(y��u)�c(di��n)����Ƭ�߶ȿ����_(d��)��50mm���ϣ����1mm���£��܉�����ͬ���w�e��(n��i)�õ�����ɢ����e������������õ��ܺõijߴ羫�Ⱥͱ���❍�ȡ������r(sh��)��������s������׃�r(sh��)��(hu��)���i�s�F(xi��n)��ʹɢ��Ƭ���к��߶Ȳ�������r�a(ch��n)�����M(j��n)��Ӱ�ɢ��Ч�ʣ�����ٵ����Եͣ�׃�Εr(sh��)�a(ch��n)���_�ѣ�׃�ο�������Ҫ��λ(500������)��呉��C(j��)е��Ҳ����?y��n)��O(sh��)���ģ�ߵĸ߰��M(f��i)�ö���(d��o)�®a(ch��n)Ʒ�ɱ��O�ߡ������O(sh��)�估ģ���M(f��i)�ø߰������Ǵ������a(ch��n)��t�ɱ��^(gu��)�ߡ�
�������ϱ����X�Ͳ�ɢ�����ļӹ�ȫ�^(gu��)�̣����˽��ˆ



 �K���W(w��ng)���� 32110102321373̖(h��o)
�K���W(w��ng)���� 32110102321373̖(h��o)